MIG suvirinimo perdavimo režimai
Suvirinimo perdavimo režimai: patarimai, kaip pasiekti geriausių rezultatų
MIG suvirinimo perdavimo režimai atlieka svarbų vaidmenį kokybės ir produktyvumo lygiui, kurį galima pasiekti atliekant suvirinimo operaciją. Režimus įtakoja maitinimo šaltinis, suvirinimo parametrai (amperais ir įtampa) bei apsauginės dujos. Jie taip pat turi įtakos suvirinimo vielos suvirinamumui – arba, kitaip tariant, jos naudojimo patogumui, lanko veikimui, rutulio išvaizdai ir kt.
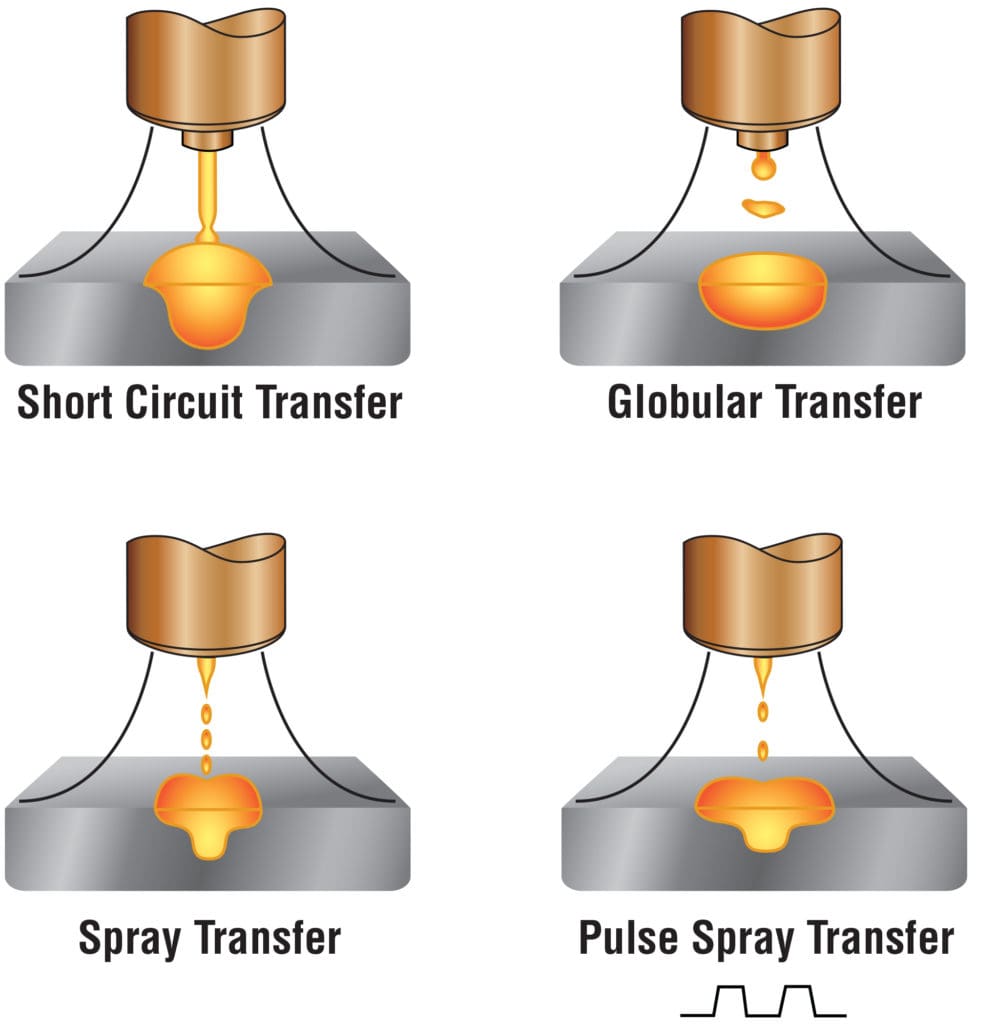
Yra keturi pagrindiniai MIG suvirinimo perdavimo režimai, kurių kiekvienas turi savo ypatybes, apribojimus ir geriausias pritaikymo galimybes. Kiekvienas iš jų taip pat turi įtakos suvirinimo vielos pasirinkimui ir naudojamam maitinimo šaltiniui. Trumpasis jungimas, rutulinis ir purškiamas perdavimas – viskas priklauso nuo nuolatinės įtampos (CV) maitinimo šaltinio, o norint pasiekti impulsinį purškimo perdavimo režimą, reikia pažangesnio maitinimo šaltinio su specifinėmis impulsų bangų formomis.

Trumpojo jungimo perdavimas
Suvirinimo trumpojo jungimo perdavimo režimu suvirinimo viela paliečia pagrindinę medžiagą, efektyviai sukurdama trumpąjį jungtį nuo elektrinio kontakto, pernešančio suvirinimo metalą į jungtį. Trumpasis jungimas įvyksta nuo 90 iki 200 kartų per sekundę.
Šis perdavimo režimas veikia esant mažesniems parametrams – vielos padavimo greičiui ir įtampai –, taip pat sukuria mažesnį nusodinimo greitį, todėl procesas yra lėtesnis nei kiti. Tačiau tai universalus variantas suvirinant visose padėtyse ir ant plonesnių medžiagų (dažniausiai 1/8 colio ar mažiau), ypač naudojant vientisą vielą. Šiuo režimu galima naudoti ir metalinę vielą. Abiejų laidų režimas gali būti naudojamas su apsauginių dujų mišiniu, kuriame yra maždaug 75 % argono ir 25 % CO 2 .
Trumpojo jungimo perdavimo režimas taip pat gali būti naudojamas storesnėms medžiagoms suvirinti, tačiau dėl mažesnių suvirinimo parametrų gali trūkti susiliejimo ir prasiskverbimo. Ir atvirkščiai, mažesnis šilumos kiekis gali padėti sumažinti iškraipymus. Šis režimas gali susidaryti purslų, priklausomai nuo medžiagos storio, todėl jis gali būti mažiau patrauklus suvirintojams ir gali padidėti valymas po suvirinimo.
Kalbant apie techniką, trumpąjį jungimą suvirinimo operatoriams gana lengva valdyti, nors suvirinant vertikaliai į viršų gali būti šiek tiek manipuliuojama. Dėl žemesnių ir šaltesnių nustatymų jis paprastai reikalauja trumpesnio, nuoseklesnio atstumo nuo kontaktinio galo iki darbo (CTWD).
Rutulinis perdavimas
Rutulinio perdavimo režimas veikia esant būsenai tarp trumpojo jungimo ir purškimo perdavimo. Suvirinimo metu dideli suvirinimo vielos lašeliai arba rutuliukai – paprastai netaisyklingos formos ir didesni už vielos skersmenį – skersai lanko patenka į suvirinimo baseiną. Šis perdavimas vyksta esant didesniam vielos padavimo greičiui ir įtampai nei trumpojo jungimo perdavimas. Tai padeda padidinti produktyvumą, tačiau šis režimas linkęs generuoti purslus, kuriuos reikės pašalinti, o tai gali būti sudėtinga suvirinimo operatoriui.
Kadangi rutulinio perdavimo režimas veikia esant aukštesniems suvirinimo parametrams, kurie padidina šilumos kiekį, suvirinimo operatoriai gali išplėsti savo CTWD iki 3/4 ir 1 colio.
Rutulinio perdavimo režimas suporuojamas su dujomis ekranuotais suvirinimo su šerdimi (FCAW) laidais, naudojant 100 % CO 2, todėl tai yra palyginti nebrangus procesas, jį galima naudoti suvirinant 1/8 colio ar storesnes pagrindines medžiagas. FCAW laidai gamina šlaką, kurį suvirinimo operatoriai turi pašalinti rankiniu būdu.
Purškimo perkėlimas
Suvirinimo operatoriai dažnai nurodo, kad purškimo perdavimo režimas yra gana didelis, nes tai lengvas ir sklandus procesas. jis užtikrina stabilų lanką ir suvirina greičiau nei kiti perdavimo režimai. Kaip rodo jo pavadinimas, purškimo režimas sukuria mažų lašelių (mažesnių už vielos skersmenį) purškimą per lanką į suvirinimo baseiną, o tai padidina nusėdimo greitį, užtikrina gerą susiliejimą ir prasiskverbimą bei sukuria mažai purslų. Perkėlimo režimas taip pat sukuria gerą suvirinimo rutulio išvaizdą.
Purškimo perdavimo režimas veikia esant gana dideliam srovės stiprumui ir įtampai, todėl jis gali užtikrinti didesnį našumą. Proceso suporavimas su metaline vielaplokščias ir horizontalus suvirinimas gali dar labiau padidinti našumą, nes gali pasiekti didelį judėjimo greitį ir sumažinti purslų kiekį. Tai pašalina arba labai sumažina valymo po suvirinimo poreikį.
Paprastai purškimo perdavimo režimas naudojamas 1/8 colio ir storesnėms medžiagoms ir tinka angliniam plienui bei aliuminiui. Jis gali veikti esant santykinai aukštai įtampai su 80 % argono ir 20 % CO 2 be per didelės sumažinimo rizikos; tačiau šis defektas gali atsirasti, jei lankas tampa per ilgas.

Impulsinis purškimo perdavimas
Virinant impulsinio purškimo perdavimo režimu, suvirinimo operatoriai pastebės ryškų garso skirtumą, palyginti su kitais režimais. Tai yra maitinimo šaltinio ciklo tarp didelės didžiausios srovės arba įtampos ir žemos foninės srovės rezultatas. Didžiausia srovė suspaudžia nedidelį vielos lašelį ir stumia jį link suvirinimo baseino, o žema foninė srovė nesukuria suvirinimo metalo perdavimo. Šis ciklas vyksta nuo 30 iki 400 kartų per sekundę.
Nors norint suvirinti aliuminį impulsinio purškimo režimu, reikia didesnių įgūdžių, su kitomis medžiagomis tai lengviau. Suvirinimo operatorius gali gerai valdyti lanko paleidimą ir sustabdymą, o galiausiai ir suvirinimo rutulio išvaizdą. Mažesnis šilumos kiekis taip pat sumažina iškraipymų galimybę.
Šis režimas taip pat siūlo didesnį važiavimo greitį ir mažesnį purslų lygį nei kiti režimai, kurie abu palaiko produktyvumo iniciatyvas. Sujungus šį procesą su viela su metalo šerdimi, galima suvirinti ne vietoje ir pasinaudoti šio užpildo metalo pranašumais – dideliu nusėdimo greičiu, mažu taškymu ir geru tarpų tilteliu. Jis taip pat gali būti sėkmingai suporuotas su vientisais laidais. Abiejų apsauginių dujų mišiniai gali skirtis priklausomai nuo konkretaus laido, bet apima 80 % argono mišinių ar daugiau.
Impulsinio purškimo perdavimui paprastai reikalingas 3/4 colio CTWD, kad būtų pasiektas geriausias našumas ir nuoseklūs rezultatai.
Naudojimas
Žinodami, kurie užpildai turi būti naudojami kiekviename suvirinimo perdavimo režime, ir kiekvieno proceso pranašumus bei apribojimus, gali padėti suvirinimo operatoriams pasiekti pastovią suvirinimo kokybę. Nors tam tikri režimai gali būti lėtesni nei kiti, kiekvienas turi savo vietą tam tikroje suvirinimo operacijoje. Svarbu nepamiršti naudoti skirtingus režimus su tinkamais parametrais ir suderinti juos su tinkama programa, kad būtų pasiekti geriausi rezultatai.
Parengta pagal: https://www.hobartbrothers.com/